
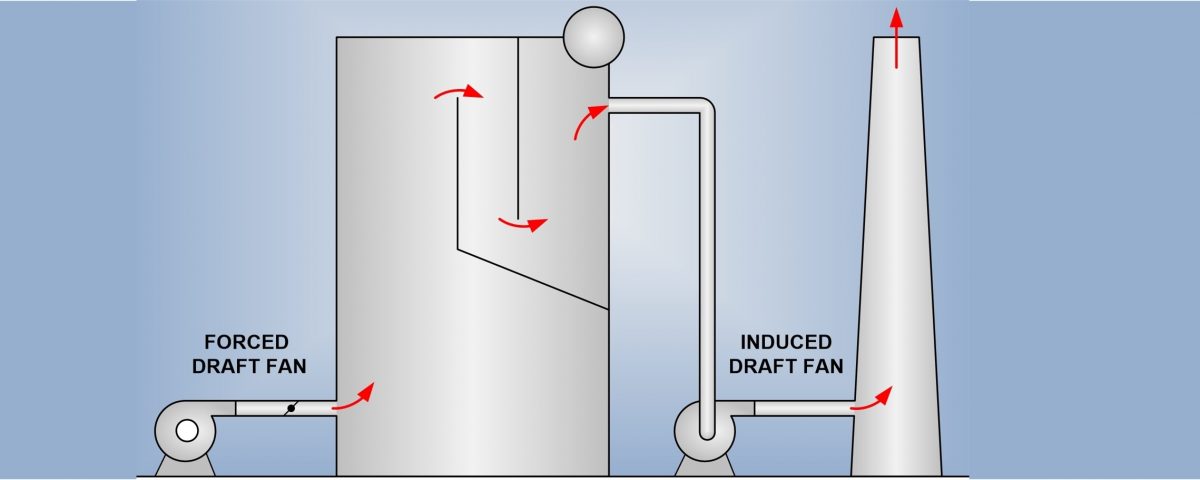
Most power plant boilers have balanced draft furnaces. This means there is a fan (or fans) that supplies combustion air to the boiler furnace, known as a forced draft fan, and another fan that pulls the exhaust gases (flue gas) from the boiler furnace1, known as an induced draft Fan. These fans work together to maintain pressure (or draft) in the furnace slightly less than atmospheric pressure, usually with a furnace pressure setpoint of about -0.5 inwc. It is important that operators monitor furnace draft during operation of their power plant boilers, understand the importance of proper furnace draft, and know how to adjust furnace draft during varying plant operating states.
Serious problems can result from the operation of a boiler with positive pressure. Maintaining furnace pressure NEGATIVE is essential so that air from the boiler building/atmosphere leaks into the flue gas ducting and boiler setting, referred to as “tramp air”, instead of flue gas leaking out of the boiler and ducting into the spaces occupied by personnel and equipment. Boilers with pressurized furnaces often have leakage of flue gas from the boiler setting into the plant that makes working around the boiler very difficult because of the health effects of breathing hot flue gas and (for coal-fired boilers) fly ash.
Another problem with pressurized furnaces is corrosion of the boiler casing and other components from acids of sulfur that are created when the temperature of the leaking flue gas falls below the acid dew point2. Most fuels contain some amount of sulfur and when burned in the boiler furnace produce oxides of sulfur (SOx) in the exhaust gases leaving the boiler. The majority of SOx in the flue gas is SO2 but there is also SO3 (typically 2-4%)3. If the flue gas temperature is low enough (below the acid dew point), the SO3 will combine with water (H2O) to form sulphuric acid.
Sulphuric acid is highly corrosive and damages power plant equipment, especially air heaters and economizers. To prevent sulfuric acid from forming, flue gas temperatures are always maintained above the acid dew point. However, if the draft is a positive pressure and flue gas leaks from the furnace and flue gas ducting, sulphuric acid will be formed around the leaks because it will be entering a cooler and more humid environment. Those leaks will then continue to enlarge and worsen as the sulphuric acid that is formed around the leak causes more corrosion in the area.
Given the desirability of having a negative pressure in the furnace, some operators “overdo” it by maintaining a lower (more negative) pressure than necessary. It is possible to cause significant inefficiency by operation with too low pressure in the boiler for several reasons. One, a significant increase in auxiliary power consumption can result from too low a furnace pressure. The auxiliary power required for the operation of the induced draft fan(s) pulling gases from the boiler furnace increases as the furnace pressure falls for a given flow of flue gas. The increased fan power is caused by the greater head being developed by the fan and because lower pressure in the boiler causes more tramp air in-leakage; thus more flue gas that has to be handled by the fan.
Another effect of operating with too low pressure in the furnace is less direct. The lower pressure in the furnace causes increased air leakage into the boiler. When this tramp air mixes with the flue gas, the percentage of oxygen in the flue gas (excess air) goes up. This is true even though tramp air does little if anything (depending on the leakage locations) to help support combustion. For most boilers, when the combustion air control loop detects an increase in excess air in the flue gas, it responds by reducing the combustion airflow to the furnace. The result is too little excess air and thus higher unburned fuel losses4.
Given the impacts of operating with correct furnace pressure, operators should monitor furnace pressure closely. In the event that the furnace pressure is higher or lower than the setpoint of -0.5 inwc, the problem should be reported and corrected as soon as possible.
Understanding the furnace draft and the importance of maintaining draft slightly negative is critical to power plant operators’ ability to safely and efficiently operate their boilers. Management should ensure their operators are professionally trained on furnace draft, site-specific control systems, and how these control systems are utilized to maintain furnace draft slightly negative during varying plant operating states.
